

Afin de permettre un changement rationnel des outils dans les centres d’usinage, des normes ont été établies pour les logements d’outil nécessaires :
- Cône à forte pente (SK)
- Cône creux (HSK)
- Cône polygonal (PSC)
Cône à forte pente
Avantages
- Facile à insérer et desserrer
- Largement répandu
- Prix avantageux
- Grande rigidité en torsion
- Apte aussi à l’usinage lourd
(ISO 7388-1 et 7388-2)
Inconvénients
- Petite rigidité
- Position axiale des arêtes de coupe mal assurée
- Précision limitée
- Non approprié aux vitesses de rotation élevées à cause du balourd techniquement limité
- Remplacement régulier de la tirette nécessaire à cause de l’usure
Cône creux
Avantages
- Grande rigidité grâce à l’appui par la collerette du logement d’outil
- Glissement en direction axiale évité, précision de changement accrue et position axiale des arêtes de coupe assurée grâce à l’appui plan
- Changement d’outil simple et rapide grâce à la conception compacte et légère
- Approprié aux vitesses de rotation élevées
- Tirette non nécessaire
- Transmission de hauts couples possible grâce à la
– transmission du couple par surface de cône et d’appui (liaison par friction)
– transmission du couple par des rainures entraîneurs/de collerette (liaison par forme) pour HSK A, HSK B, HSK C et forme D
Inconvénient
Coûts élevés
Cône à forte pente (SK)
Dans le domaine de l’usinage par enlèvement de copeaux, le cône à forte pente est l’interface entre l’outil et la machine-outil qui est la plus répandue mondialement. Il se distingue par sa forme en cône par laquelle le logement est inséré dans la broche.
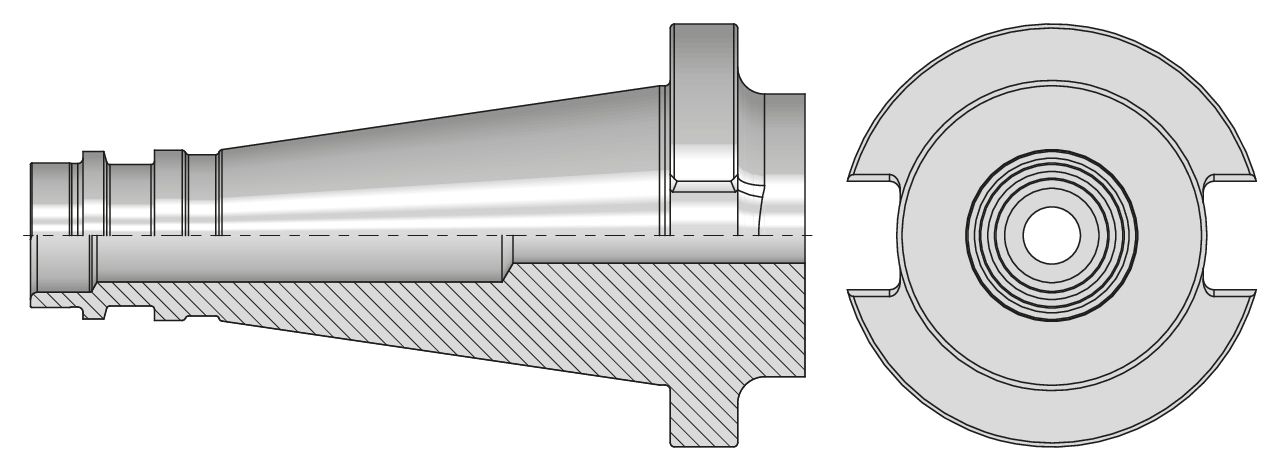
Cône à forte pente selon la norme DIN 2080
Le cône à forte pente selon la norme DIN2080 est utilisé pour des centres d’usinage traditionnels, qui nécessitent un changement d’outil manuel, et pour des perceuses. Le serrage se fait par le boulon à rainure annulaire et à filetage de serrage intérieur.
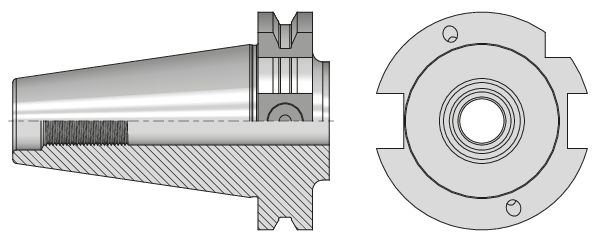
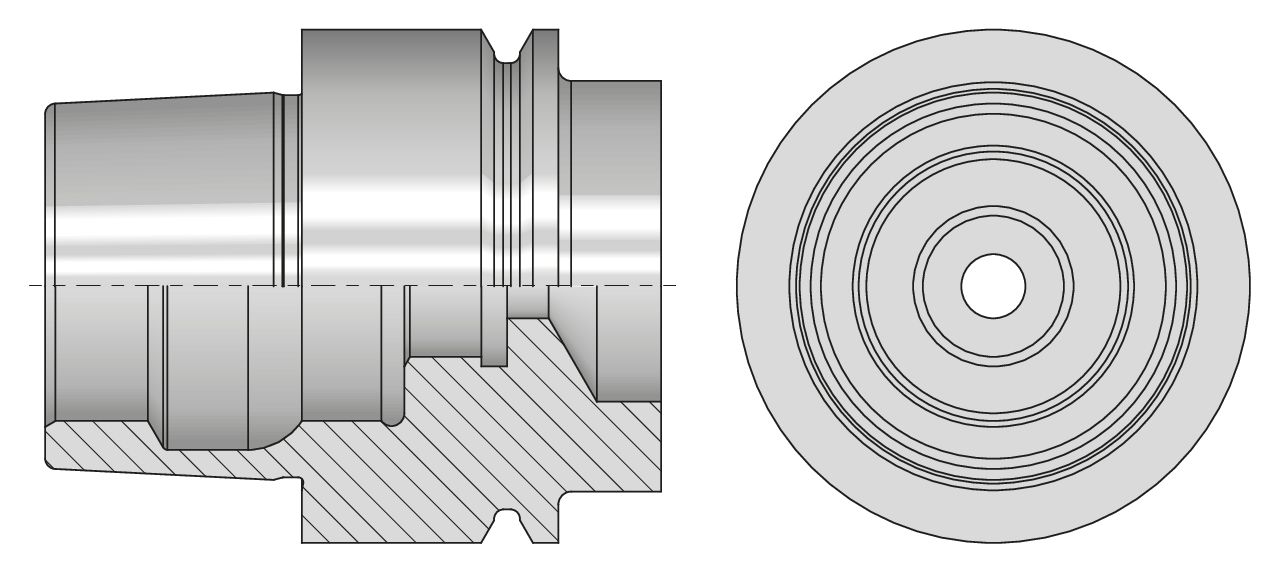
Cône à forte pente selon la norme ISO 7388-1 (DIN 69871*)
Le cône à forte pente selon la norme ISO7388-1 est une interface traditionnelle pour broches de fraisage, qui se caractérise par sa robustesse. Souvent, elle est encore connue sous la désignation obsolète DIN69871. Chez ce cône à forte pente, le serrage se fait toujours par une tirette supplémentaire. L’outil peut être changé de manière soit automatique soit manuelle, tandis que le centrage s’effectue sans appui plan par la surface conique.
Alimentation en réfrigérant selon la norme ISO7388-1:
- FormeA: sans trou passant
- FormeAD: avec trou passant, pour alimentation centrale en réfrigérant
- FormeAF (formeB*): avec alimentation latérale en réfrigérant par la collerette de l’outil
- FormeAD/AF (formeADB*): avec trou passant et alimentation latérale en réfrigérant par la collerette de l’outil
Tailles de cône courantes :
- SK30
- SK40
- SK50
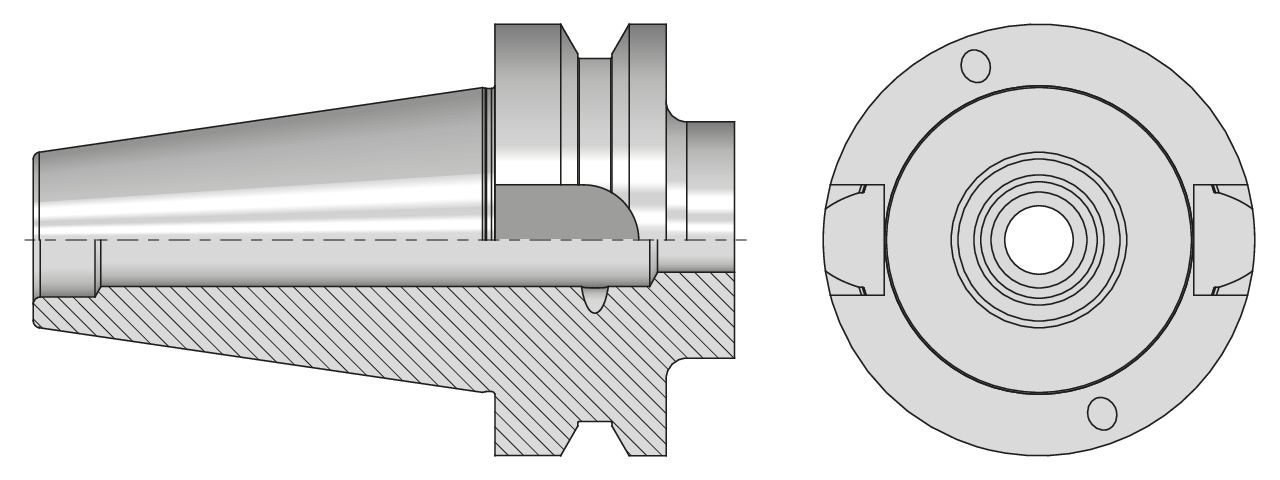
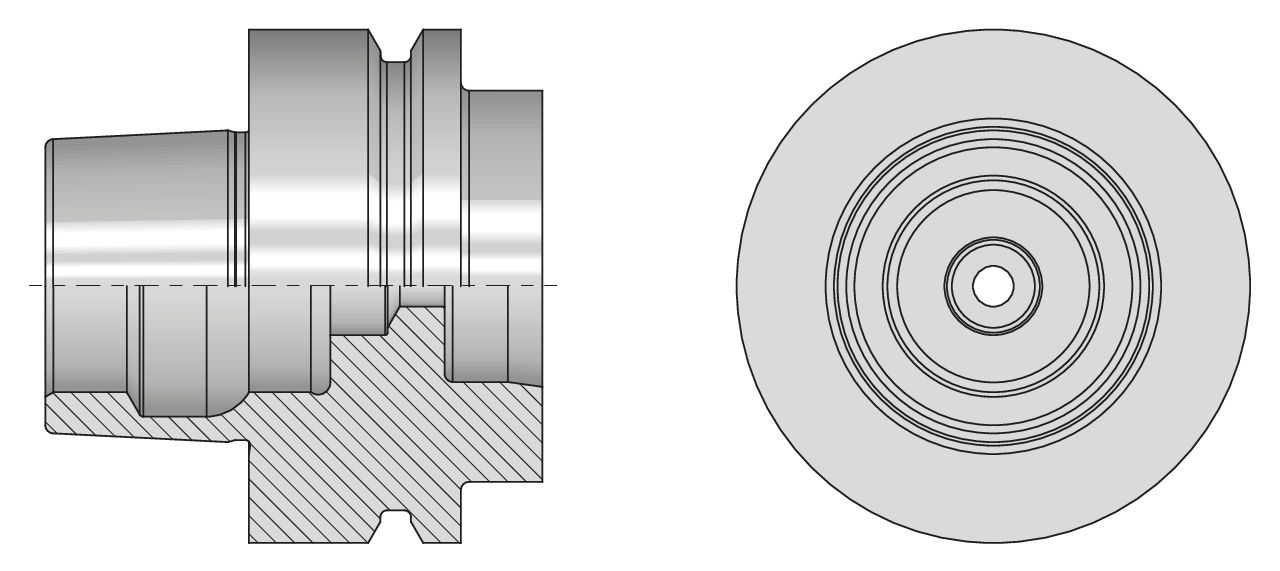
Cône à forte pente selon la norme ISO 7388-2 (JIS B 6339*)
Semblable au cône selon la norme ISO 7388-1, le cône à forte pente selon ISO 7388-2 se caractérise également par sa robustesse. Ici aussi, le serrage se fait par une tirette supplémentaire et le centrage sans appui plan par la surface conique. Le changement d’outil s’effectue de manière soit automatique soit manuelle.
Au fond, le cône à forte pente selon ISO 7388-2 (JIS B 6339*) se distingue de celui selon ISO 7388-1 (DIN 69871*) par les caractéristiques suivantes :
- Longueur du cône
- Exécution de la largeur de la collerette
- Gorge de préhension
- Rainures entraîneurs
Tailles de cône courantes :
- BT30
- BT40
- BT50
Alimentation en réfrigérant selon la norme ISO 7388-2 :
Forme J : sans trou passant
Forme JD : avec trou passant, pour alimentation centrale en réfrigérant
Forme JF : avec alimentation latérale en réfrigérant par la collerette de l’outil
Forme JD/JF : avec trou passant et alimentation latérale en réfrigérant par la collerette de l’outil
Alimentation en réfrigérant selon la norme JIS B 6339* :
Forme A : sans trou passant
Forme AD : avec trou passant, pour alimentation centrale en réfrigérant
Forme AF (forme B*) : avec alimentation latérale en réfrigérant par la collerette de l’outil
Forme AD/AF (forme ADB) : avec trou passant et alimentation latérale en réfrigérant par la collerette de l’outil
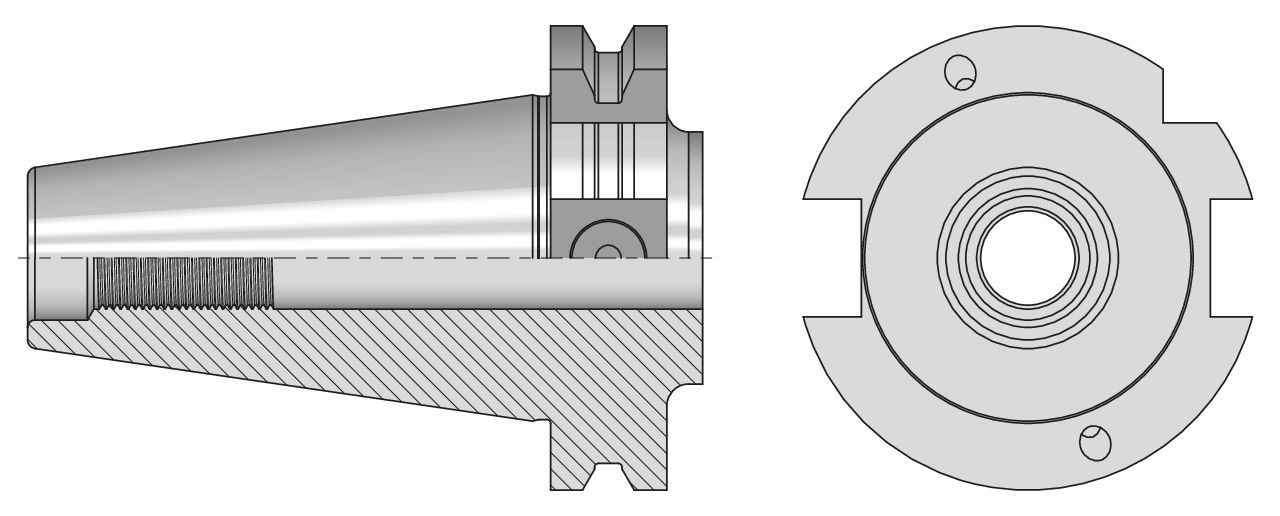
Cône à forte pente selon la norme ISO 7388-2 (JIS B 6339*) avec double contact
Basé sur le cône à forte pente selon la norme ISO 7388-2, le cône avec double contact se caractérise par le contact établi entre le cône à forte pente et la bride de la broche quand le cône est serré. Cela assure une stabilité et une rigidité en flexion accrues. Toutefois, l’utilisation de ce cône requiert une broche adaptée à la connexion à double contact. Vous pouvez vous renseigner sur ce sujet directement chez votre fabricant de machines.
* désignation obsolète
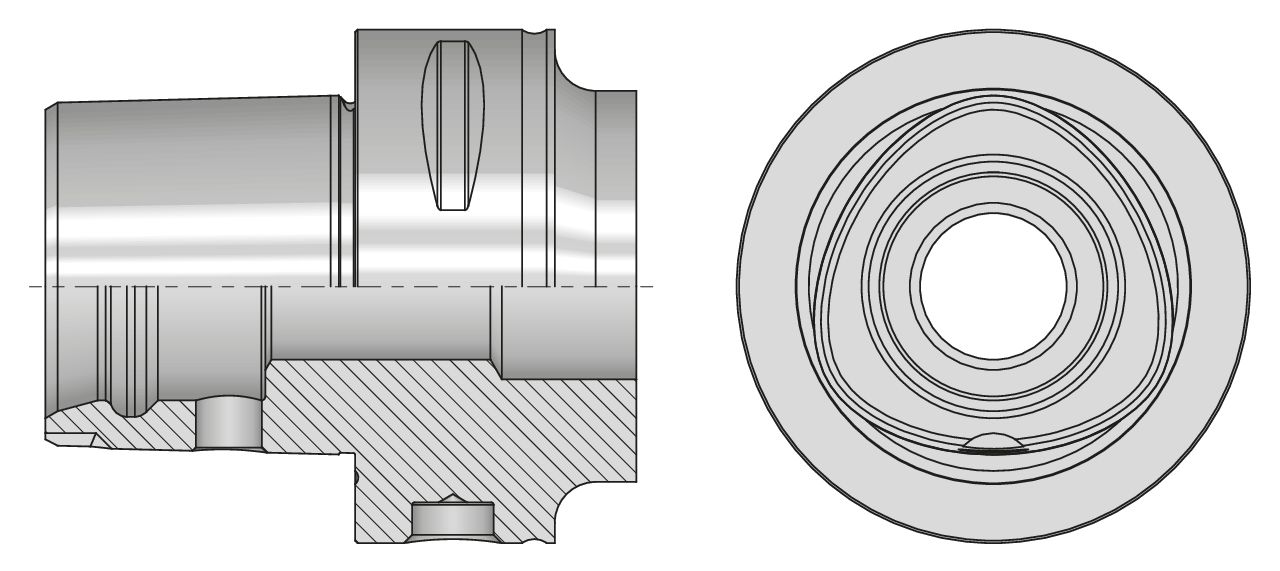
Cône creux (HSK)
Cône creux selon la norme ISO 12164 (DIN 69893)
Développé à partir du cône à forte pente, le cône creux permet lui aussi un changement d’outil de manière soit automatique soit manuelle. Ce qui distingue particulièrement le cône creux est la haute précision de changement grâce à l’appui plan à la collerette et aux tolérances de cône étroites ainsi que sa conception compacte, légère et stable. Grâce à la transmission de force par des rainures entraîneurs (liaison par forme), ce cône peut absorber de hauts couples et des charges brusques. De plus, il ne requiert pas de tirette pour le serrage et est apte aux vitesses de rotation élevées.
Voici ci-dessous les différents types et tailles de ce logement HSK :
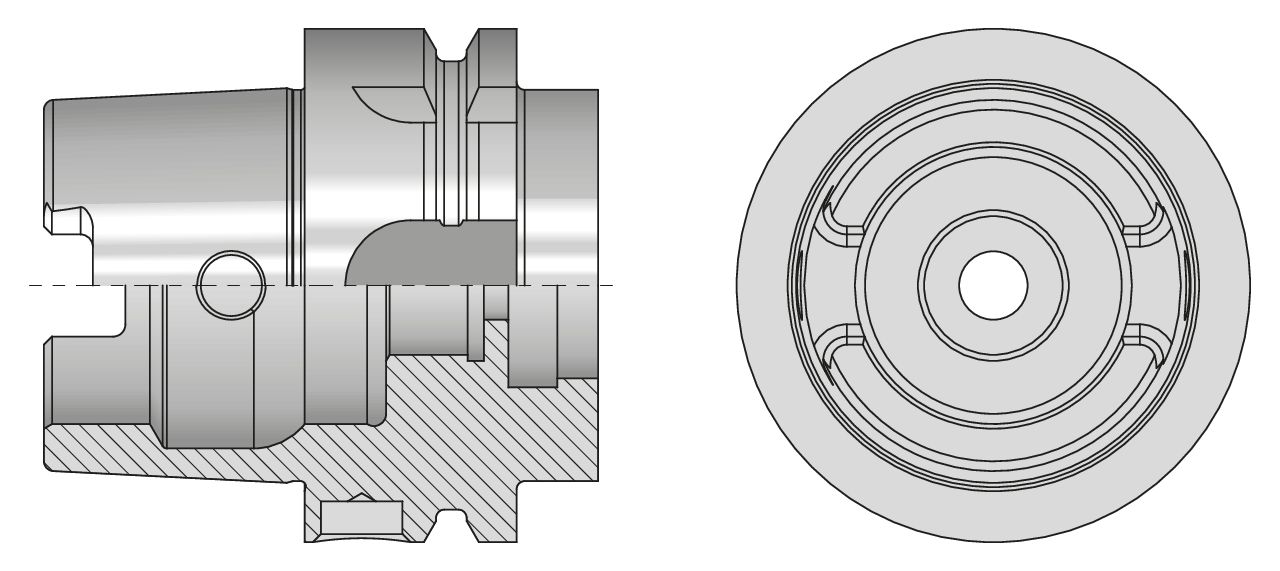
Forme A (DIN 69893-1)
- Pour des centres de traitement et d’usinage ainsi que des machines spéciales avec changement d’outil automatique
- Avec gorge de préhension pour changement automatique de l’outil
- Transmission du couple par deux rainures entraîneurs au bout du cône
- Alimentation centrale et axiale en réfrigérant par conduit d’arrosage
Tailles de cône normalisées courantes :
- HSK A-63
- HSK A-100
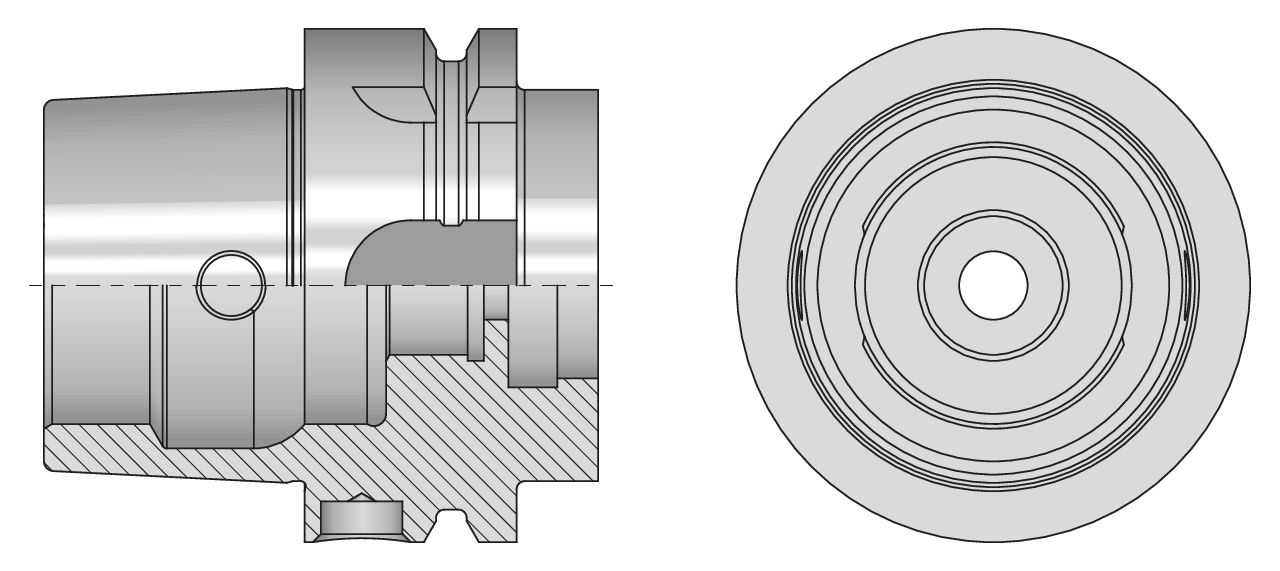
Forme B (DIN 69893-2)
- Pour des centres de traitement, des centres d’usinage pour usinage lourd ainsi que des tours
- Avec gorge de préhension pour changement automatique de l’outil
- Transmission du couple par deux rainures de collerette (pas de rainures entraîneurs au bout du cône)
- Alimentation non centrale en réfrigérant par la collerette ou alimentation centrale et axiale par conduit d’arrosage
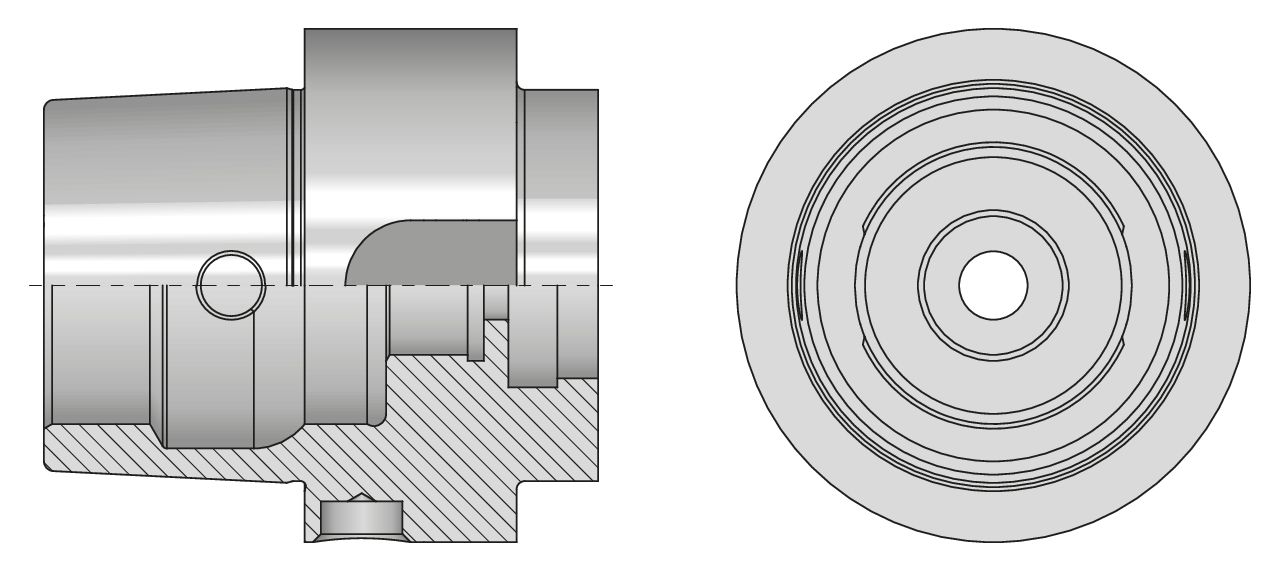
Forme C (DIN 69893-1)
- Utilisation de préférence chez des broches dans des lignes de transfert et des machines spéciales sans changement automatique de l’outil ou chez des broches de perçage courtes et des extensions et réductions d’outil
- Sans gorge de préhension pour changement manuel de l’outil
- Transmission du couple par deux rainures entraîneurs au bout du cône
- Alimentation centrale et axiale en réfrigérant par conduit d’arrosage
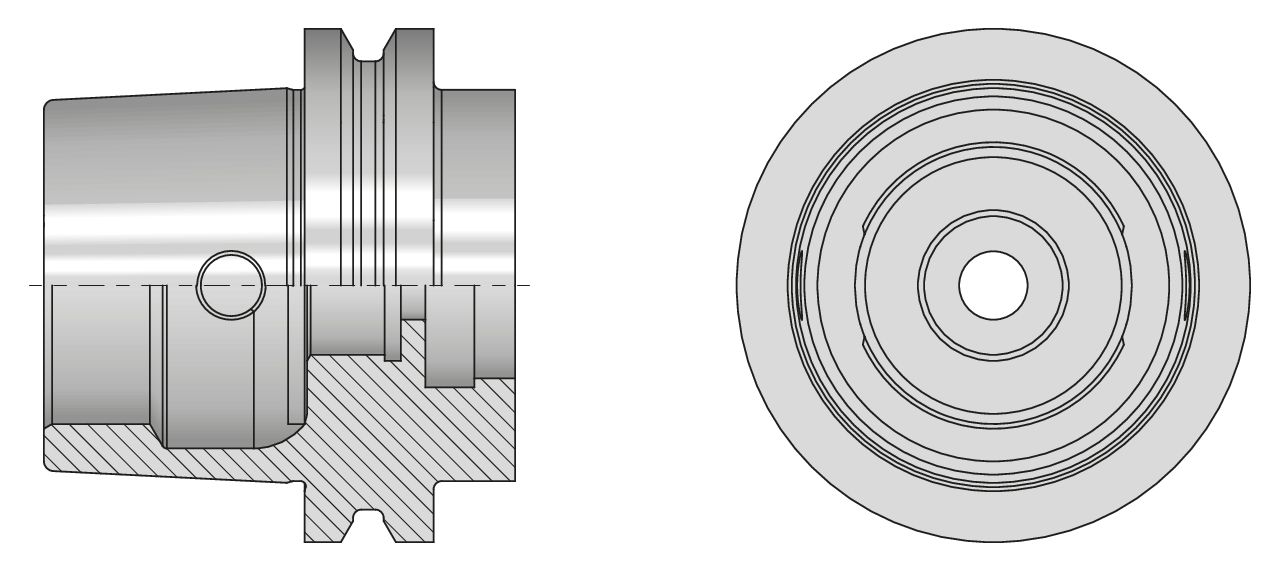
Forme D (DIN 69893-2)
- Utilisation dans tous les domaines grâce à la collerette agrandie pour un meilleur appui
- Sans gorge de préhension pour changement manuel de l’outil
- Transmission du couple par deux rainures de collerette
- Alimentation non centrale en réfrigérant par la collerette ou alimentation centrale et axiale par conduit d’arrosage
Forme E (DIN 69893-5)
- Utilisation pour des broches à haute fréquence (p. ex. lors du fraisage de graphite) et des machines d'usinage pour le bois
- Conception symétrique en rotation sans rainures entraîneurs
- Avec gorge de préhension pour changement automatique de l’outil
- Transmission du couple uniquement par friction
- Alimentation centrale et axiale en réfrigérant par conduit d’arrosage
Taille de cône normalisée courante :
HSK E-40
Forme F (DIN 69893-6)
- Utilisation dans l’usinage du bois et seulement en état « sec »
- Avec une taille de cône réduite et, par conséquent, une grande collerette
- Avec gorge de préhension pour changement automatique de l’outil
- Transmission du couple uniquement par friction
- Alimentation centrale et axiale en réfrigérant par conduit d’arrosage
Cône polygonal (PSC)
Cône polygonal selon la norme ISO 26623
La caractéristique la plus importante du PSC (de l’anglais « Polygon Shank Cone ») est la forme polygonale du cône. Celle-ci assure un contact de surface régulier entre la broche et le logement d’outil lors de la transmission du couple et, par conséquent, une stabilité accrue. De plus, les parois plus épaisses du PSC comparé au cône HSK permettent des forces plus importantes. Cela entraîne une rigidité en flexion accrue, une très haute transmission du couple et une position médiane extrêmement précise. Les cônes polygonaux sont surtout utilisés dans des machines à multiples tâches (tournage et fraisage/perçage), car la position de l’outil dans le logement est précisément définie grâce au polygone.
Porte-cônes polygonaux selon la norme ISO 26623 :
- Tailles C3, C4, C5, C6, C8 et C10

Si l’interface souhaitée n’est pas disponible, veuillez consulter votre interlocuteur.
 © 2022 by Meusburger Georg GmbH & Co KG | All rights reserved
© 2022 by Meusburger Georg GmbH & Co KG | All rights reserved





 Česká republika [CS]
Česká republika [CS]
 Danmark [DA]
Danmark [DA]
 Deutschland [DE]
Deutschland [DE]
 España [ES]
España [ES]
 France [FR]
France [FR]
 India [EN]
India [EN]
 Italia [IT]
Italia [IT]
 Magyarország [HU]
Magyarország [HU]
 México [ES]
México [ES]
 Nederland [NL]
Nederland [NL]
 Österreich [DE]
Österreich [DE]
 Polska [PL]
Polska [PL]
 Portugal [PT]
Portugal [PT]
 România [RO]
România [RO]
 Schweiz [DE]
Schweiz [DE]
 Slovenija [SL]
Slovenija [SL]
 Srbija [SR]
Srbija [SR]
 Suomi [FI]
Suomi [FI]
 Sverige [SV]
Sverige [SV]
 Türkiye [TR]
Türkiye [TR]
 United Kingdom [EN]
United Kingdom [EN]
 USA [EN]
USA [EN]
 Ελλάδα [EL]
Ελλάδα [EL]
 България [BG]
България [BG]
 Росси́я [RU]
Росси́я [RU]
 华 [ZH]
华 [ZH]