

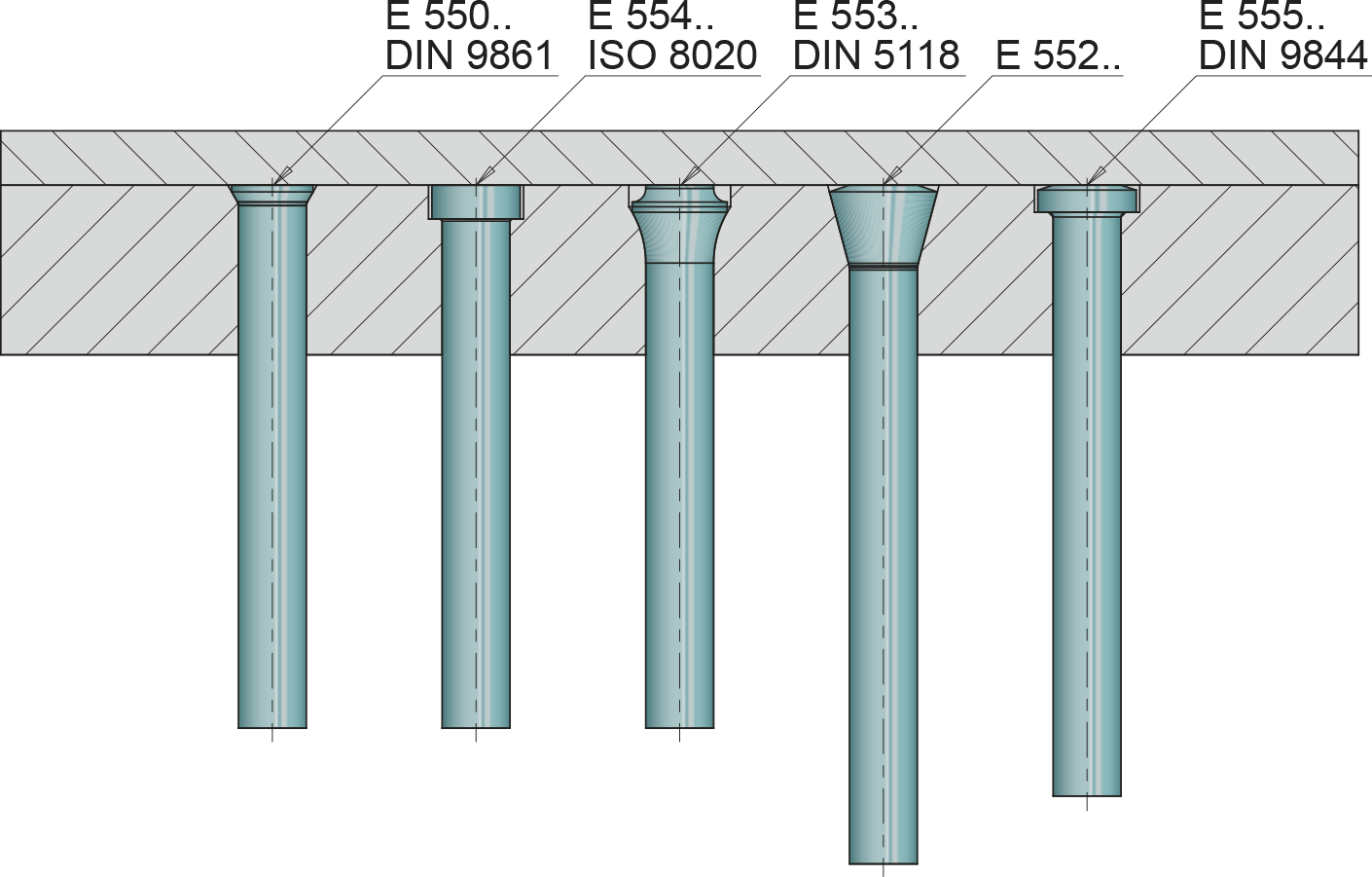
Mocowanie dzięki geometrii kołnierza
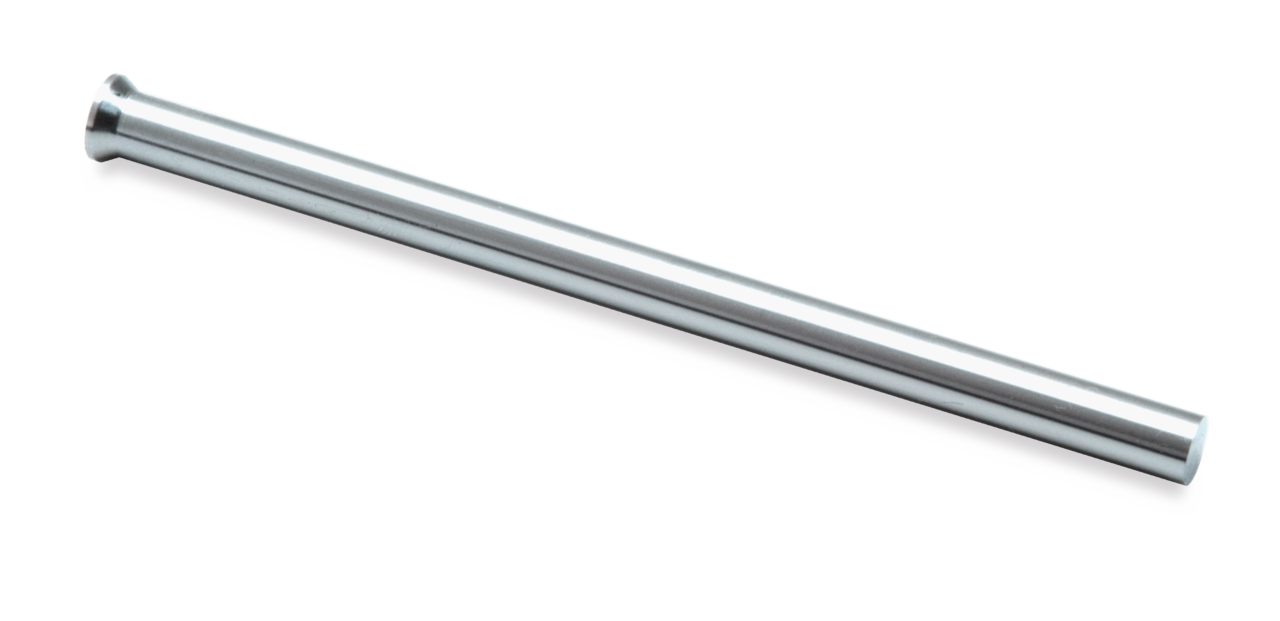
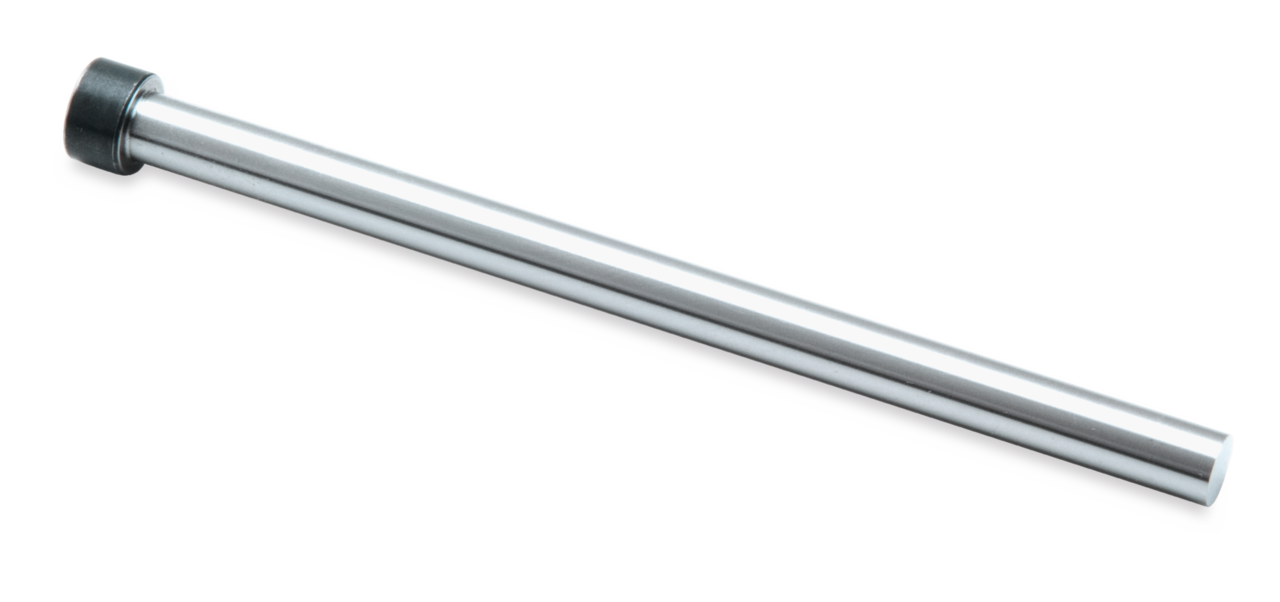
W przypadku tego rodzaju zamocowania kołnierz stempla tnącego umieszczony jest między płytką dociskową a płytą mocującą stempel. Najczęściej stosowane formy łbów to kształty stożkowe, cylindryczne i teleskopowe. Wybór zależy między innymi od dominujących sił wykrawania lub cofania, oczekiwanych przestojów w pracy i dostępnej przestrzeni zabudowy. Najczęściej stosowany typ, stempel z łbem stożkowym według DIN 9861 ma tę zaletę, że zajmuje niewiele miejsca. Stempel tnący z łbem cylindrycznym, zgodnie z ISO 8020, zajmuje nieco więcej miejsca, jest jednak łatwiejszy w montażu i wytrzymuje większe siły cofania. Opcjonalnie, w firmie Meusburger dostępny jest gotowy do montażu stempel z dokładną wysokością główki (E 55405), dzięki czemu unika się konieczności szlifowania łbów stempli.
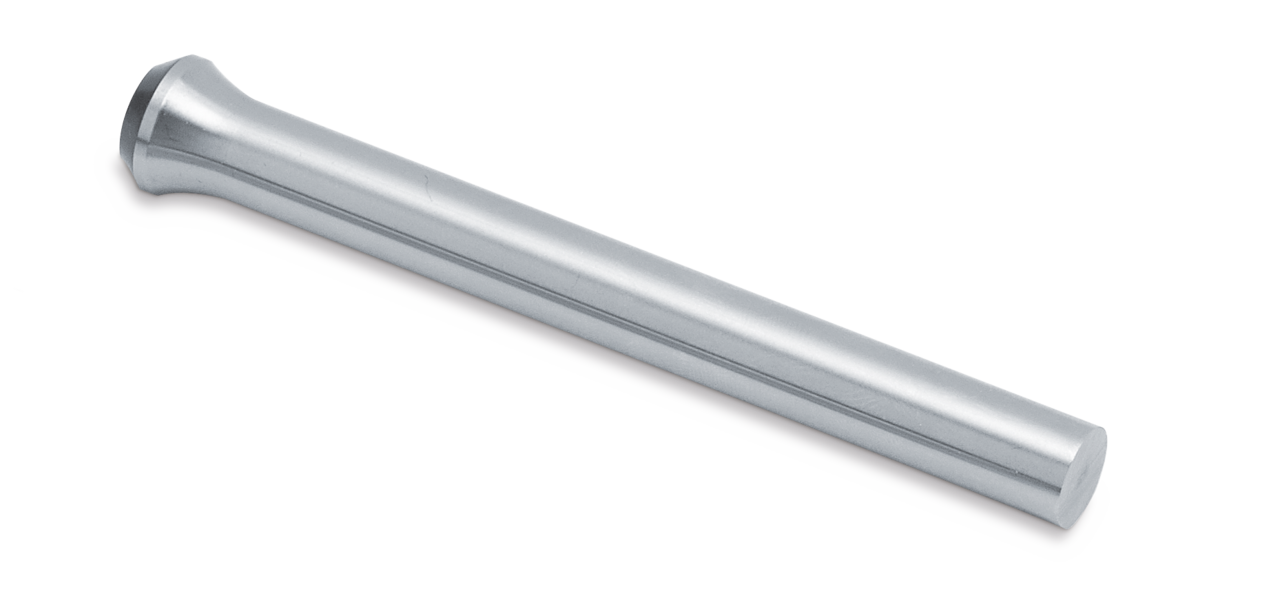
Stempel z szyjką teleskopową DIN 5118 lub stempel z łbem stożkowym 30° nadają się do bardzo dużych sił cofania. Stempel z szyjką teleskopową zajmuje wprawdzie mniej miejsca, ale wymaga skomplikowanego mocowania przy pomocy pogłębiacza czopowego (WZB 318128) lub tulei mocującej (E 55301). Stemple tnące z łbem cylindrycznym, zgodne z DIN 9844, mają wysokość łba 4 mm niezależnie od jego średnicy, co może znacznie uprościć ich instalację. Wszystkie warianty są od ręki dostępne w Meusburgerze jako części standardowe.

Stempel tnący przykręcany
Mocowany jest on do płyty głównej przy pomocy kołnierza lub gwintu w czołowej części stempla.
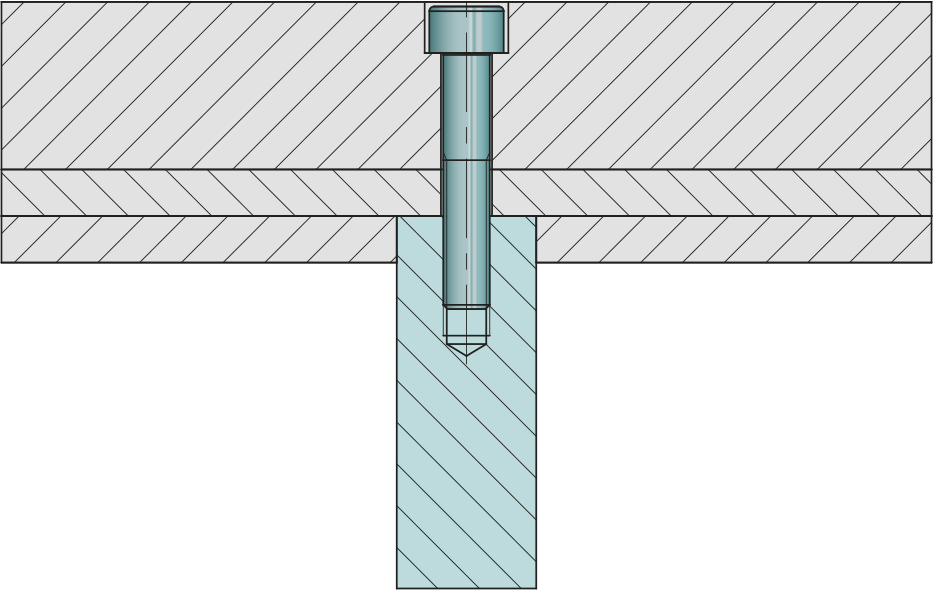
W przypadku wycinanych drutem stempli konturowych, ten rodzaj mocowania umożliwia szybką produkcję stempli. Ponadto, dzięki niewielkim wymaganiom przestrzennym, możliwe jest umieszczenie stempli tnących blisko siebie. Możliwa jest również prosta korekta wysokości stempli tnących, w celu wyrównania po ponownym szlifowaniu.
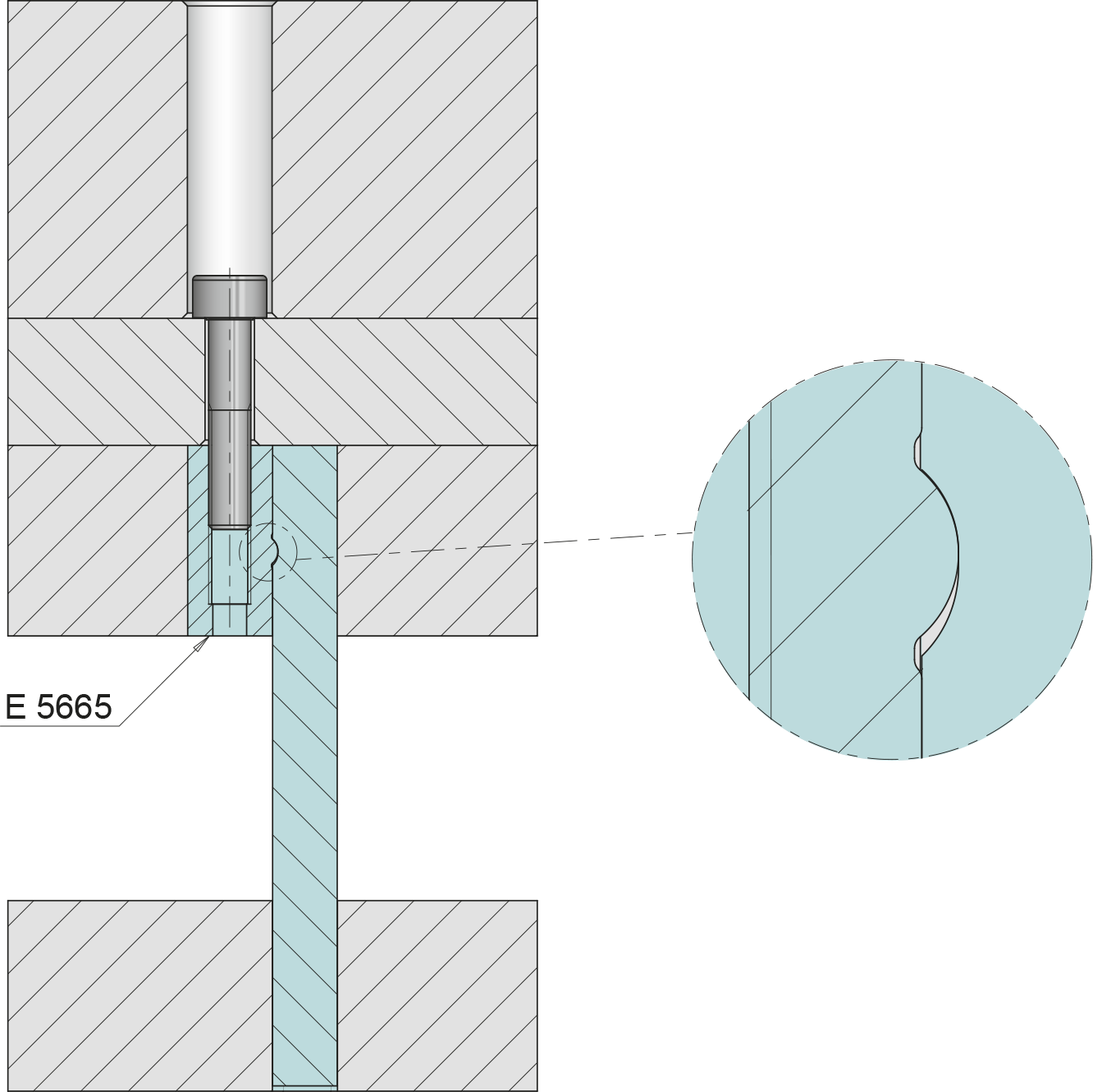
Łączenie blokujące dzięki zawieszeniu stempla
Ta opcja montażu jest szczególnie przydatna w przypadku bardzo małych, filigranowych rozmiarów stempli. Dzięki znormalizowanym mocowaniom stempli nie jest już konieczne wykonywanie gwintów mocujących w stemplu, zamiast tego wprowadzany jest kontur promienia. Osadzenie stempla ma charakter pływający, w celu uniknięcia niepożądanych sił działających na stempel. Także w tym przypadku wyrównanie wysokości stempli tnących jest bardzo proste. Należy jednak zadbać o to, aby stempel i element mocujący były podłożone od spodu, w celu zapewnienia pływającego charakteru osadzenia stempla.
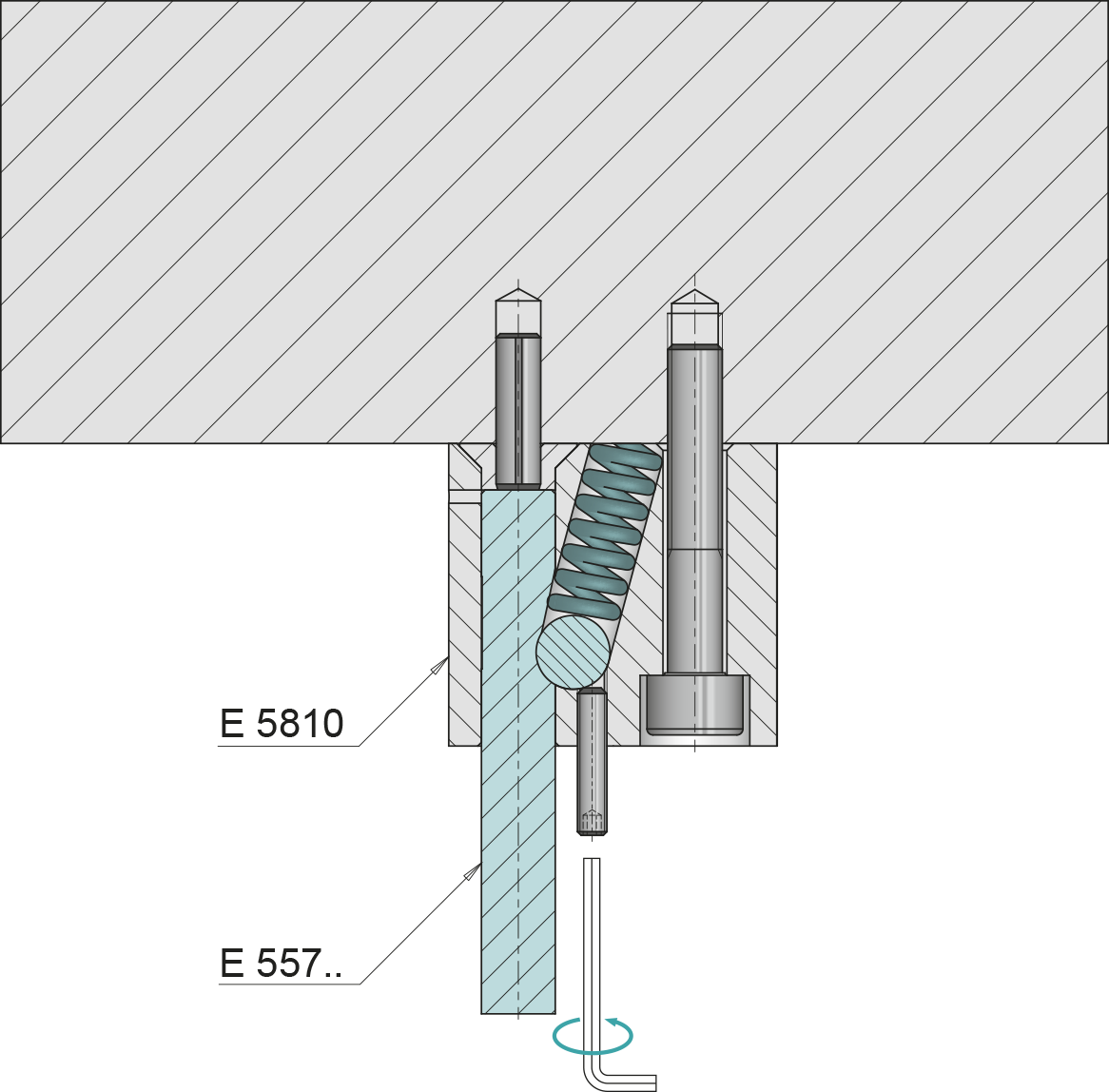
System szybkiej wymiany, tzw. system Ball-Lock
Cechą systemów szybkiej wymiany lub systemów Ball-Lock jest kulista kalotka w trzonie stempla. Jest on mocowany w płycie mocującej stempla za pomocą sprężynującej kuli. W celu wymiany stempla należy najpierw odepchnąć kulę za pomocą śruby dociskowej, a następnie szybko i łatwo wyjąć stempel. Następnie obraca się śrubę dociskową do pozycji wyjściowej i wkłada następny stempel. Eliminuje to konieczność demontażu całej płyty mocującej.
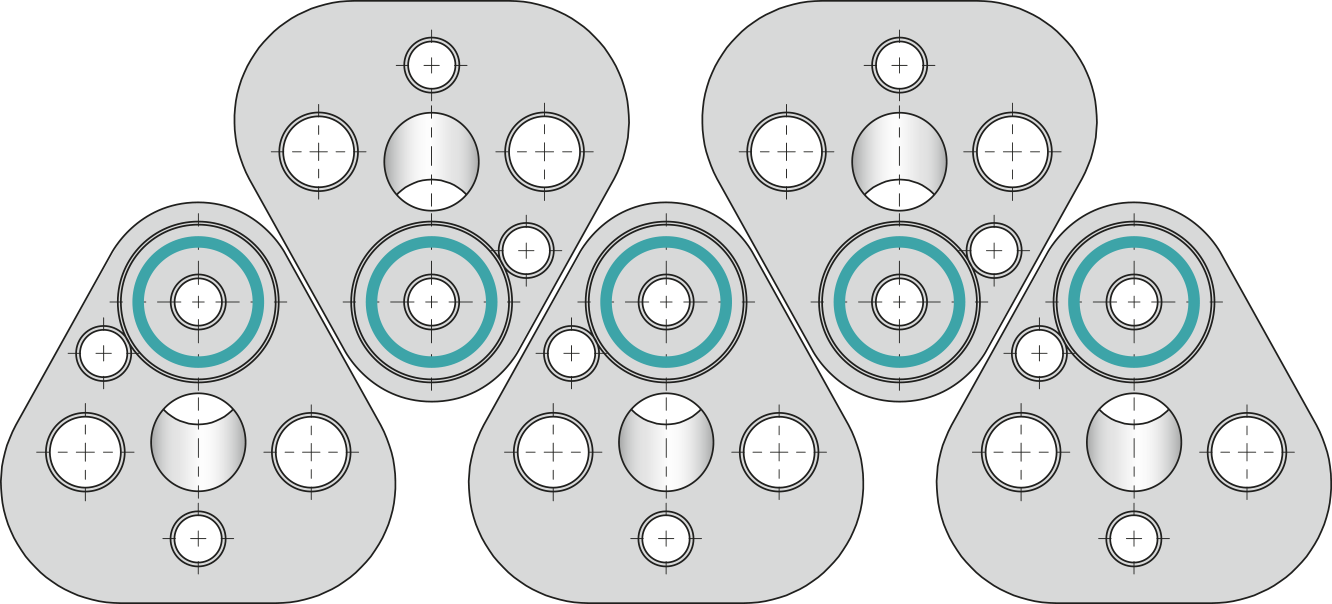
Stemple szybkowymienne są stosowane głównie w obszarze produkcji w przemyśle motoryzacyjnym. Dzięki kompaktowej, trójkątnej konstrukcji, przestrzeń wewnątrz narzędzia może być optymalnie wykorzystana. Ten rodzaj mocowania stempla nie jest jednak odpowiedni przy wysokiej liczbie skoków i dużych siłach ruchu powrotnego. Alternatywnie stosuje się tu stemple tnące zgodne z normą ISO 8020 z pasującymi płytami stemplowymi mocującymi wykrojnik.
 © 2022 by Meusburger Georg GmbH & Co KG | All rights reserved
© 2022 by Meusburger Georg GmbH & Co KG | All rights reserved





 Česká republika [CS]
Česká republika [CS]
 Danmark [DA]
Danmark [DA]
 Deutschland [DE]
Deutschland [DE]
 España [ES]
España [ES]
 France [FR]
France [FR]
 India [EN]
India [EN]
 Italia [IT]
Italia [IT]
 Magyarország [HU]
Magyarország [HU]
 México [ES]
México [ES]
 Nederland [NL]
Nederland [NL]
 Österreich [DE]
Österreich [DE]
 Polska [PL]
Polska [PL]
 Portugal [PT]
Portugal [PT]
 România [RO]
România [RO]
 Schweiz [DE]
Schweiz [DE]
 Slovenija [SL]
Slovenija [SL]
 Srbija [SR]
Srbija [SR]
 Suomi [FI]
Suomi [FI]
 Sverige [SV]
Sverige [SV]
 Türkiye [TR]
Türkiye [TR]
 United Kingdom [EN]
United Kingdom [EN]
 USA [EN]
USA [EN]
 Ελλάδα [EL]
Ελλάδα [EL]
 България [BG]
България [BG]
 Росси́я [RU]
Росси́я [RU]
 华 [ZH]
华 [ZH]